在污水处理厂中,臭氧常被用于消毒、除臭和去除有机物等。然而,臭氧是一种具有强氧化性和刺激性的气体,高浓度的臭氧对人体健康和环境都存在危害。因此,安装臭氧气体浓度含量报警器是保障污水处理厂安全生产和人员健康的重要措施。
一、核心参数要求
检测精度:污水处理厂对臭氧检测精度要求较高,一般需达到 ±5%FS ,能精准检测出臭氧在空气中的浓度变化,以便及时采取措施。
响应时间:响应时间应 ≤60s(常规),T90<25s,这样在臭氧浓度发生变化时,报警器能迅速做出反应,发出警报。
防爆等级:虽然污水处理厂臭氧环境不一定是高危爆炸环境,但部分区域可能存在其他易燃易爆气体混合,报警器需具备一定防爆能力,如 ExdIICT6Gb 等,适配可能存在的 1 区/2 区高危爆炸环境。
防护等级:污水处理厂环境较为潮湿,探测器防护等级应达到 IP66 ,能有效防止灰尘和水的侵入,保证设备正常运行。
测量范围:一般臭氧测量范围为 0 - 10ppm ,可根据实际情况定制。
信号输出:探测器应具备 M - BUS 两总线/4 - 20mA 信号输出,方便与控制器连接;控制器采用 RS485(Modbus/RTU) 信号输出,还可配备 2 组继电器开关量,支持 GPRS/NB - IOT/4G(选配),实现远程监控和联动控制。
工作温度:探测器工作温度范围应在 - 20℃ ~ +50℃ ,能适应污水处理厂不同的环境温度。
使用寿命:传感器使用寿命一般为 1 - 3 年,整机需提供出厂之日起 1 年质保。
报警浓度设置:支持自定义报警点设置,可根据实际需求设定臭氧的低报和高报浓度。
声光报警:探测器可采用指示灯报警,并选配防爆声光报警灯(≥95dB);控制器报警声 ≥75dB ,故障/浓度报警不同声音,LED 光报警,确保在不同情况下都能及时提醒工作人员。
二、选型建议
根据环境选择:考虑污水处理厂的湿度、温度、是否存在其他腐蚀性气体等因素。如环境潮湿,应选择防护等级高的报警器;若存在其他气体干扰,需选择抗干扰性强的产品。
结合测量范围:根据污水处理厂实际可能出现的臭氧浓度范围选择合适量程的报警器,避免量程过大或过小影响检测精度。
关注信号输出:若需要与其他系统集成,如消防 GDS 系统、PLC 系统、DCS 系统等,应选择具备相应信号输出和接口的报警器,实现数据互通和联动控制。
三、安装规范
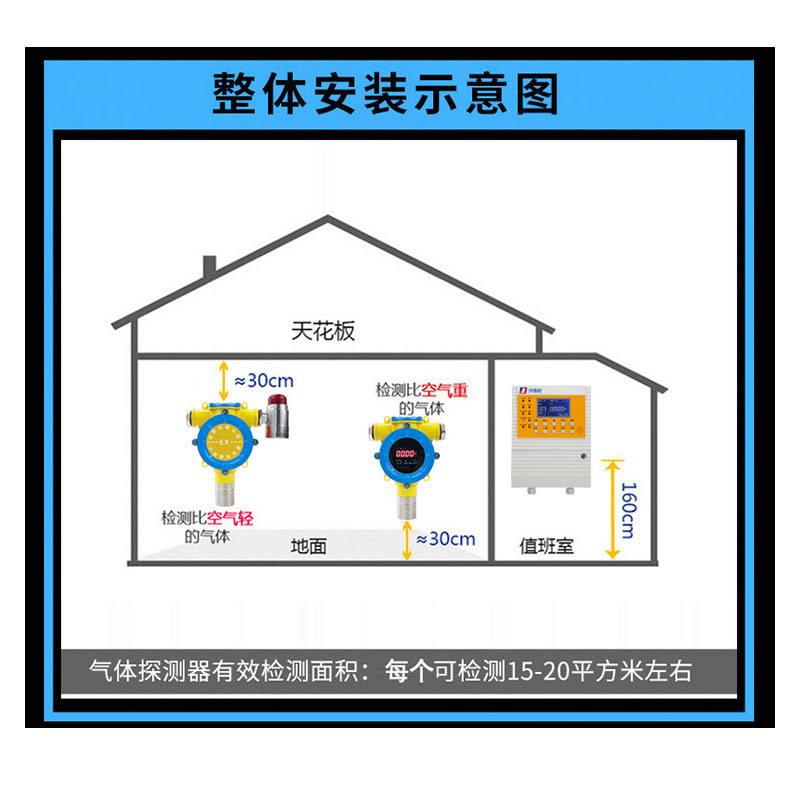
安装位置:应安装在臭氧容易积聚的区域,如臭氧发生器附近、曝气池上方等。安装高度应根据臭氧密度确定,一般距离地面 1.5 - 2m 。
布线要求:线路应采用阻燃电缆,避免与强电线路并行,防止信号干扰。布线应整齐、牢固,做好防潮、防水处理。
接地措施:为保证设备安全运行,报警器必须可靠接地。
四、校准与维护
校准周期:建议每半年进行一次校准,以确保检测精度。校准应使用标准浓度的臭氧气体,按照操作规程进行操作。
日常维护:定期检查报警器外观是否损坏,接线是否松动;清洁探测器表面,防止灰尘和杂物影响检测效果;检查声光报警功能是否正常。
传感器更换:当传感器使用寿命到期或检测精度无法满足要求时,应及时更换传感器。
五、应用案例
某污水处理厂安装了济南德耐电子有限公司的臭氧气体浓度含量报警器。该报警器检测精度高、响应迅速,在实际运行中,当臭氧浓度超过设定值时,能立即发出声光报警信号,同时通过 GPRS 信号将报警信息传输到监控中心,通知工作人员及时处理。通过该报警器的应用,有效保障了污水处理厂的安全生产和人员健康。
随着污水处理行业的发展,对臭氧气体浓度检测的要求也越来越高。未来,气体报警器行业将不断升级设备性能,提高检测精度、响应速度和抗干扰能力,以满足不同场景的检测需求。同时,智能化、网络化的气体报警器将成为发展趋势,实现远程监控、数据分析和智能预警等功能,为污水处理厂的安全运行提供更可靠的保障。

 2026-04-22
2026-04-22 
 0531-68820565
0531-68820565 扫码加微信
扫码加微信
 官方抖音
官方抖音

