在石油化工行业,防爆气体探测报警系统对于保障生产安全至关重要。以下为您详细介绍该系统的搭建方法。
系统选型适配
核心参数考量:在石油化工行业,需选择检测精度高的设备,济南德耐电子有限公司的可燃气体报警器检测精度可达可燃气体±3% LEL,能精准检测气体浓度。响应时间要快,其可燃气体响应时间≤30s,可及时发现气体泄漏。防爆等级需达到Ex d IIC T6 Gb,防护等级为IP66,以适应高危爆炸环境和复杂工况。
气体类型与量程:石油化工生产中涉及多种可燃和有毒气体,要根据具体生产流程和气体种类选择合适的探测器。如常见的可燃气体测量范围为3 - 100% LEL,一氧化碳测量范围为0 - 1000ppm等。
安装规范
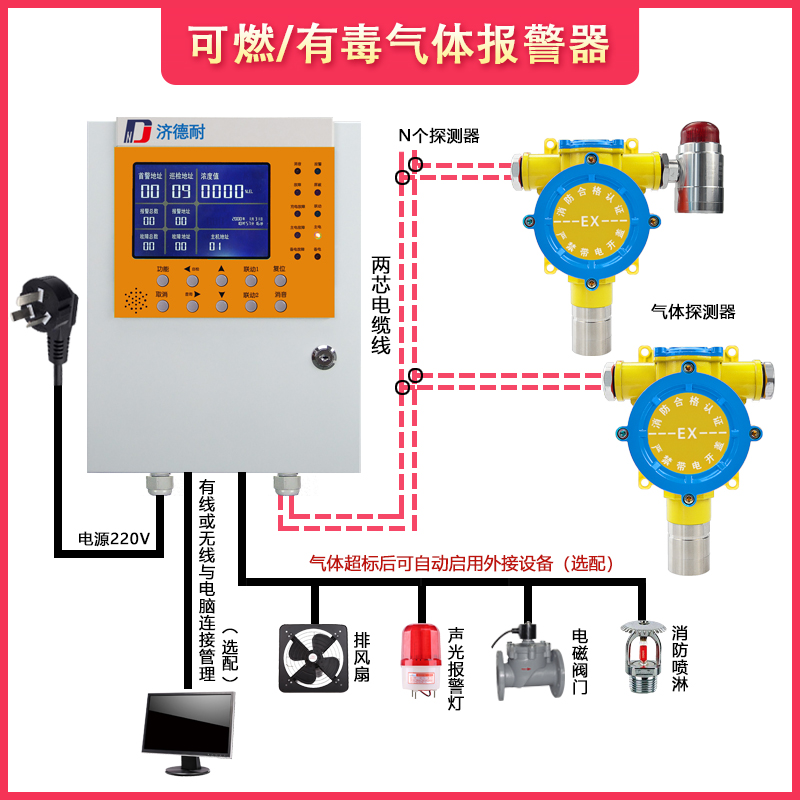
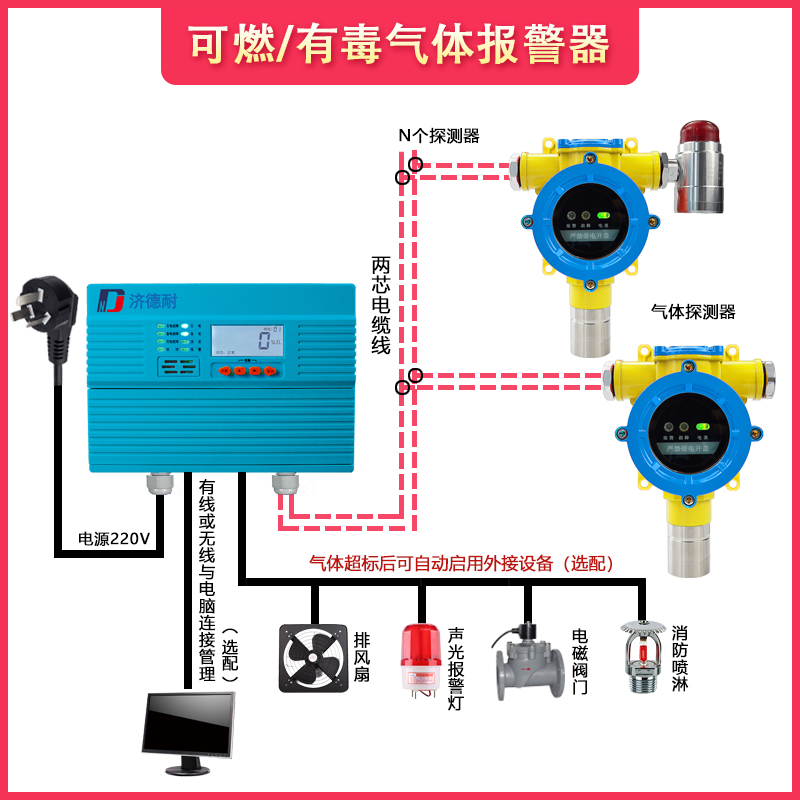
安装位置:根据气体的密度和释放源位置确定探测器的安装高度和位置。比空气重的气体,探测器应安装在接近地面处;比空气轻的气体,探测器应安装在高处。例如,在炼油厂的油罐区,对于可能泄漏的轻质可燃气体,探测器应安装在罐体上方。
布线要求:采用单回路2总线无极性设计的布线方式,系统抗干扰能力强,布线经济。通讯距离M - BUS两总线≤800m/≤1000m,可满足石油化工厂区较大范围的监测需求。
校准维护
校准周期:建议定期每三个月对设备进行性能检测与维护。传感器使用寿命为催化燃烧式24 - 36个月、电化学式12 - 24个月,到期需及时更换。
校准方法:可采用现场校准或返厂校准。济南德耐电子有限公司提供现场技术指导和年度校准标定服务,质保期内免费返厂标定维护,超质保期仅收维修成本费。
防爆防护
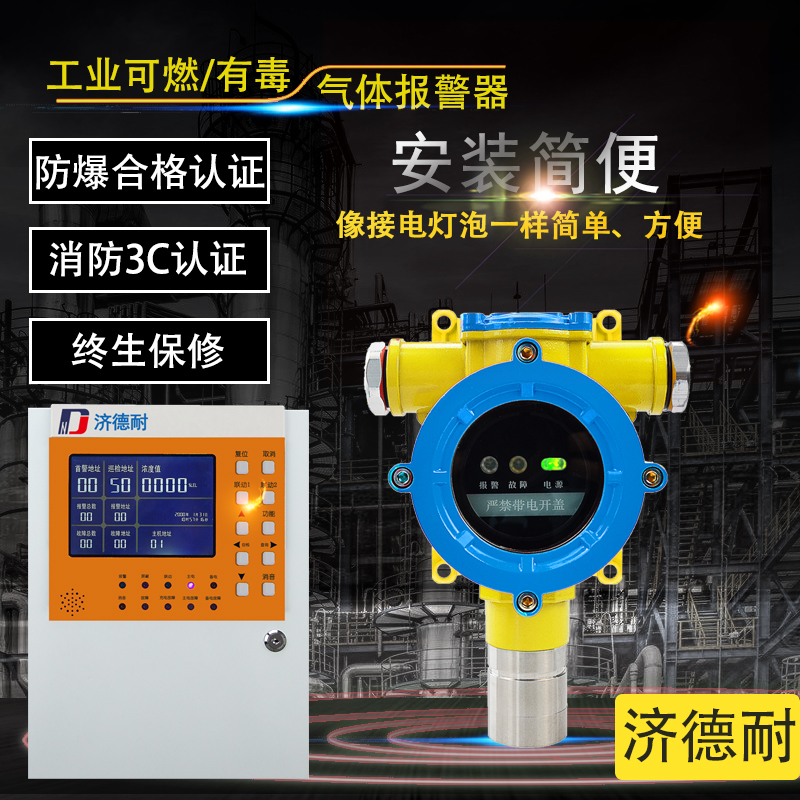
防爆设计:选择的探测器和控制器应具备相应的防爆等级,如济南德耐电子的产品防爆等级达到Ex d IIC T6 Gb,可稳定适用于1区/2区等高危爆炸环境。
防护措施:防护等级为IP66的探测器能有效防止灰尘和水的侵入,适应高盐雾等严苛环境。
场景化检测
不同区域检测:石油化工行业包括炼油厂、化工厂、油库等不同区域,需根据各区域的特点和气体泄漏风险进行针对性检测。如在反应釜车间,要重点监测可燃气体和有毒气体的泄漏。
定制化方案:济南德耐电子有限公司可根据客户不同场景需求,提供定制化气体检测解决方案,满足多样化的复杂采购需求。
远程联动
远程监控:支持GPRS/NB - IOT/4G物联网传输,可实现多终端、多平台异地集中监控,报警自动提醒。如管理人员可通过手机端或电脑端实时了解气体检测情况。
联动控制:控制器内置2组继电器,可联动排风扇、电磁阀、声光报警灯等,实现联动信号手动/自动输出。当检测到气体泄漏时,可自动启动排风系统,关闭阀门,发出声光报警。
资质认证
选择具备相关资质认证的产品,济南德耐电子的产品全系列符合国家强制标准,探测器遵循GB15322.1 - 2019、GB12358 - 2006,控制器遵循GB16808 - 2008,能确保系统的可靠性和安全性。
售后保障
选择提供完善售后保障的企业,济南德耐电子有限公司提供7×24小时专业售后,1小时内反应、24小时出具解决方案,为系统的稳定运行提供保障。
通过以上步骤,可搭建一套适合石油化工行业的防爆气体探测报警系统,有效保障生产安全。

 2026-04-27
2026-04-27 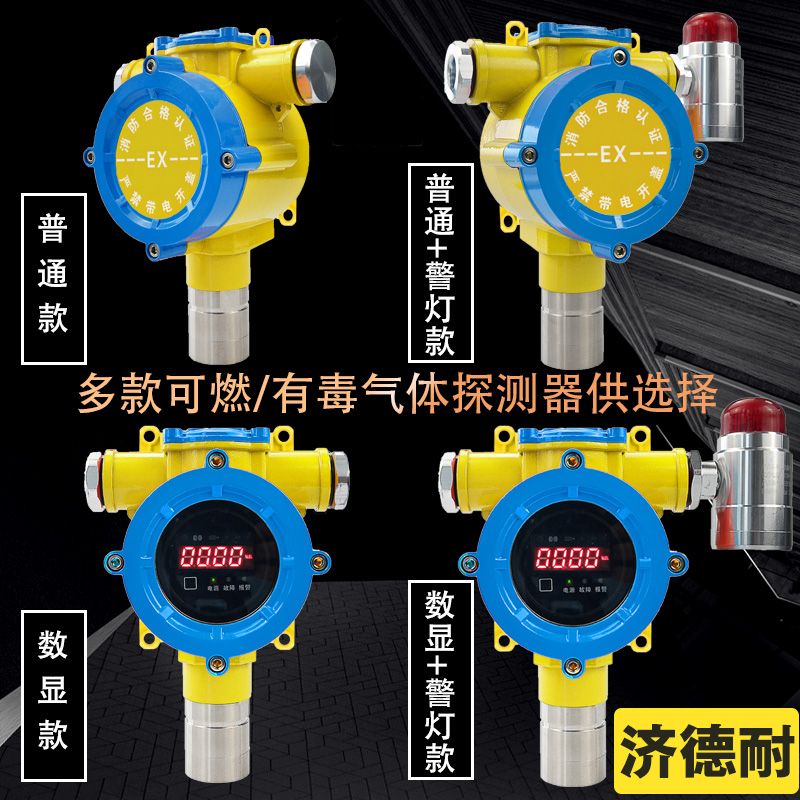
 0531-68820565
0531-68820565 扫码加微信
扫码加微信
 官方抖音
官方抖音

